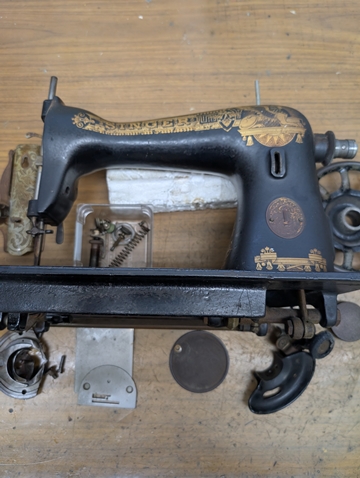
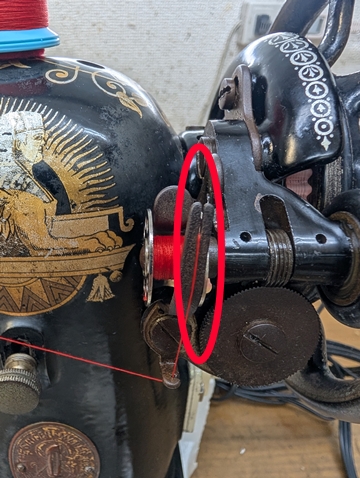
SINGER シンガー 15型、SINGERミシンモデル15K、アンティークミシン、英国製シンガー足踏みミシン/モデル15K、シンガーミシン、シンガー足踏みミシン、シンガー直線専用ミシン、旧シンガーミシン、オーバーホール、総点検/クリーニングミシンの病院医院長、1級縫製機械整備士の早乙女です。 ジャノメコンピューミシンのオーバーホール依頼の際、古いシンガー直線ミシンを保有、祖母によく洋服を作ってくれた思い出の品とのことで来店されました。
使っているミシンの調子が悪く、お困りになった時やミシンの点検、オーバーホールをお考えの方、迷わず当社修理窓口にお気軽にご相談ください! ■ミシン販売専門店、修理のお問い合わせ先 2025 10 04 | この記事へのリンク | この記事へのコメント (0) | トラックバック (0) |
















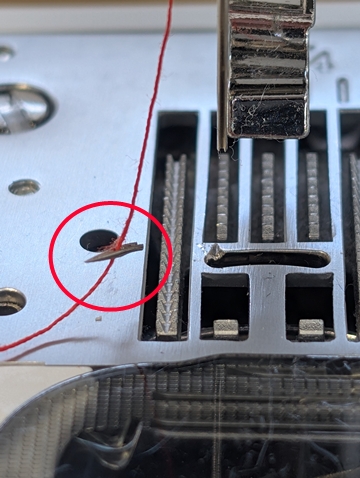
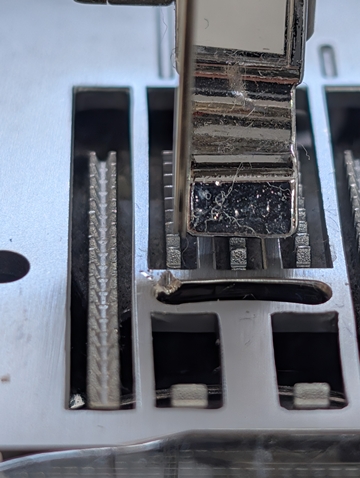
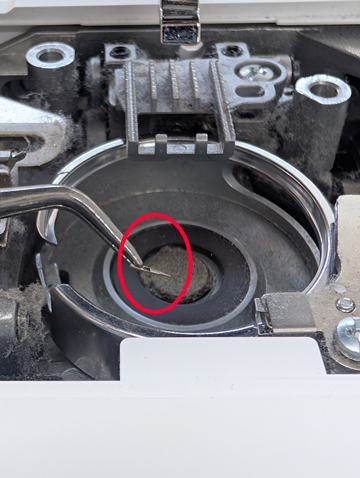
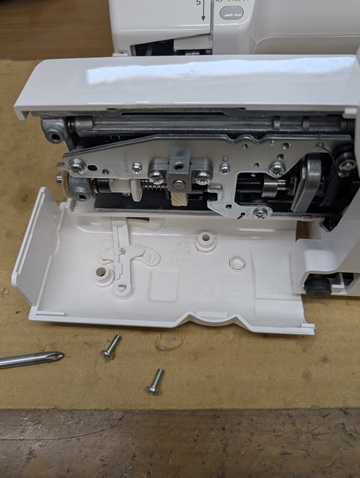
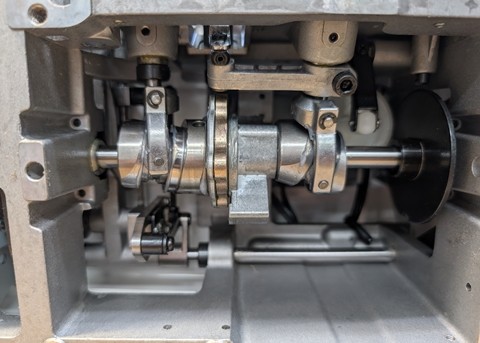
【家庭用ミシン】折れた針が針板の穴から中に落ちた、ミシンの中にミシン針が落ちた、折れたて針がミシンの中に落ちた場合の確認・対処法折れたミシン針が針板の穴から中に落ちた、折れて針がミシンの中に落ちた、ミシンの中にミシン針が落ちた場合の確認・対処法
こんにちは! ミシンの病院医院長、1級縫製機械整備士の早乙女です。 何らかの原因でミシン針が折れ、その針がミシンの中に落ちる場合があります。 ミシン針の折れ方も2つのパターンがあります。
★折れた針についての質問2つ
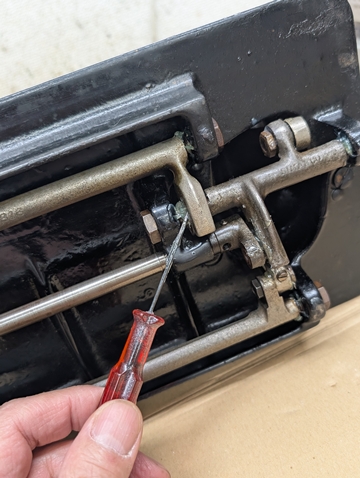
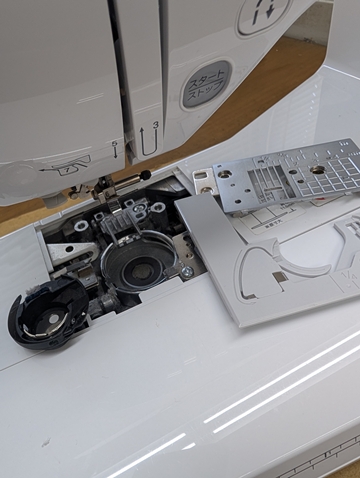
2、折れたミシン針がミシン内部に有るのか販売店で見てもらいたい。 底板が外せるモデルでしたらご自身でカバーを開けて確認する事は可能ですが
使っているミシンの調子悪く、お困りになった時やミシンの点検、オーバーホールを考えている方、迷わず当社修理窓口にお気軽にご相談ください! ■ミシン販売専門店、修理の問い合わせ先 2025 09 08 | この記事へのリンク | この記事へのコメント (0) | トラックバック (0) |






[家庭用ミシン] 下糸巻きについて・・・下糸巻きが上手く巻けない、下糸巻きでフカフカになる、ボビン糸がフカフカ、ボビンの下側に巻き付く、ブラザーミシン、ジャノメミシン、JUKIミシン、シンガーミシン、ジャガーミシンこんにちは! ミシンの病院医院長、1級縫製機械整備士の早乙女です。
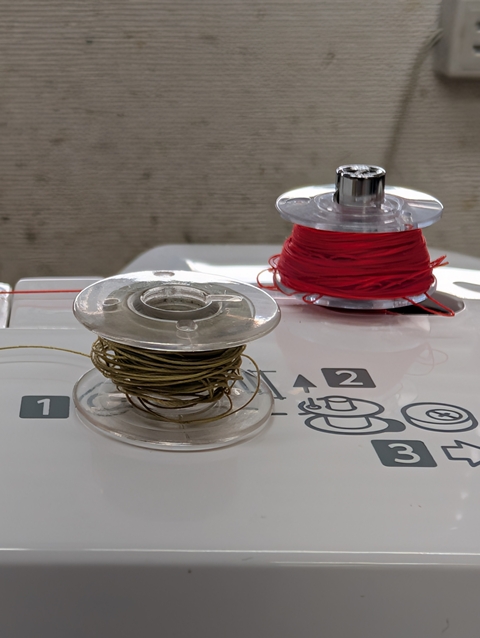
ボビンの糸巻きがフカフカや糸同士は食い込んでいますと縫製の時にスムーズに糸が回転しないため、縫い目が不安定、糸切れ、糸絡み、針折れなど
このように糸巻きがゆるい下糸は使用することができません。
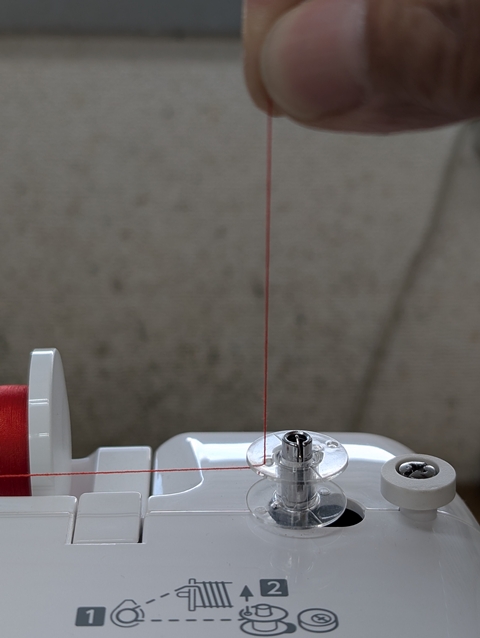
糸巻き順画像
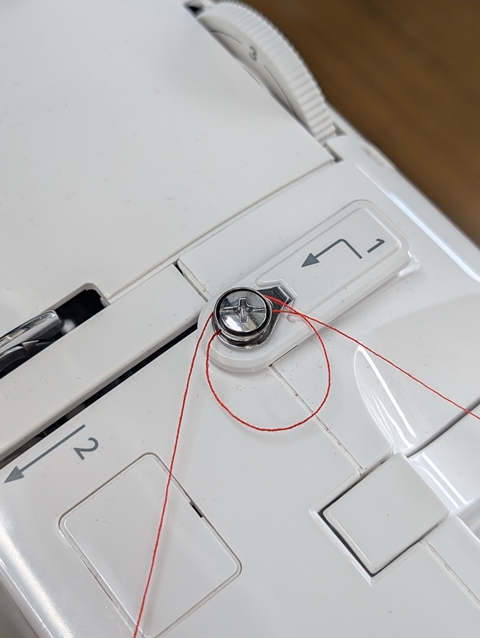
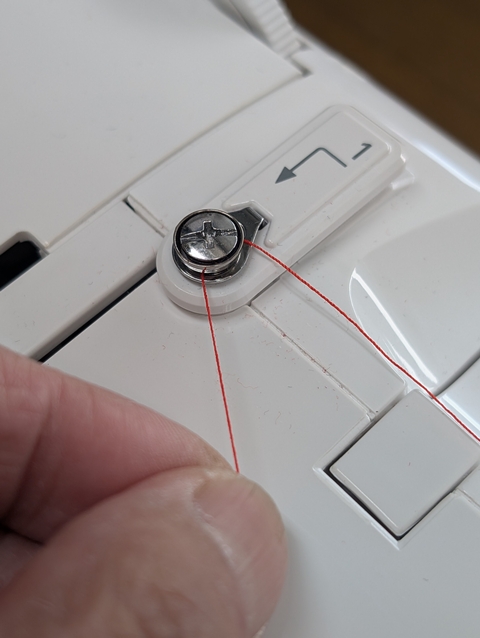
間違い例・・この糸道では下糸巻き糸案内に糸が掛かっていないため下糸巻きはNGです。
※ブラザーミシン/PS200系やジャノメミシン/NP3000/2000/1000・PE800系などで通常方法では上手く巻けない場合には糸案内皿に1回転巻くと糸の弛みが減り、上手く巻くことができます。 あくまでも参考として記載。
ボビンの穴に糸を通し、さらに15cm位出し、ボビン上位置で糸をつまんだ状態でスタートします。
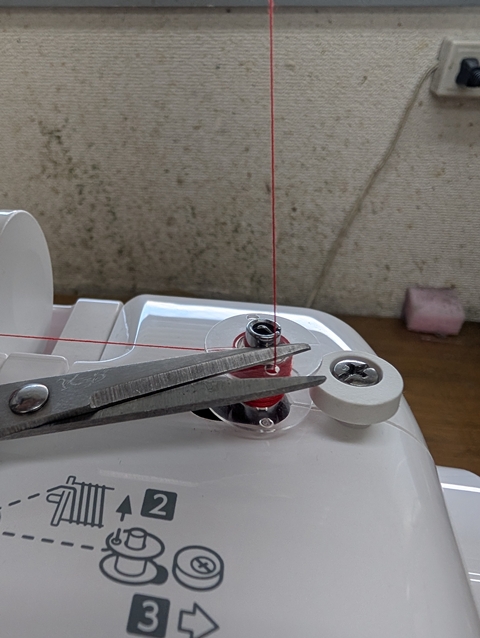
最後まで糸を巻いて完了です。
他・・モデルによって簡単下糸巻き仕様につきましてはうまく下糸が巻けない場合には今回に記事内容に下糸巻き方法をおすすめします。
使っているミシンの調子悪く、お困りになった時やミシンの点検、オーバーホールを考えている方、迷わず当社修理窓口にお気軽にご相談ください! ■ミシン販売専門店、修理の問い合わせ先 2025 08 02 | この記事へのリンク | この記事へのコメント (0) | トラックバック (0) |



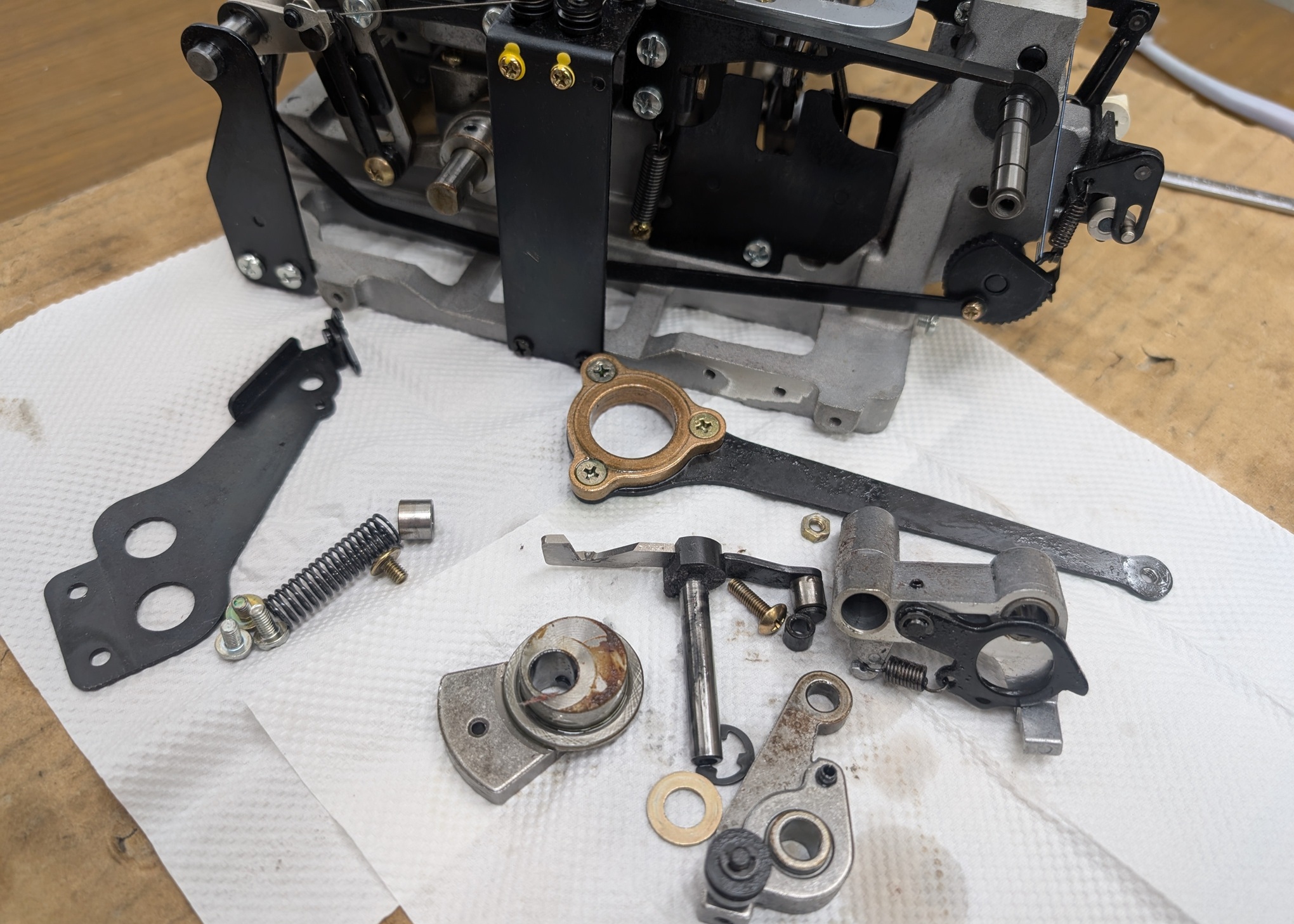
オーバーホールとは・・?皆様はオーバーホールという言葉をご存じでしょうか? ミシンは、長年の使用で性能が低下したり、部品が破損することもあります。
オーバーホールとは、ミシン内部の各機構がスムーズ動く状態を保つためのメンテナンスであり、故障やトラブルを未然に防ぐために必要な作業となります。 車の場合、定期的に車検にて点検・整備を行いますが、ミシンには車検のような制度がありません。
私たち専門店では、1級縫製機械整備士【国家資格】の監修にて点検、整備、掃除を行います。
~ ミシンの危険信号や該当例 ~ ・ほぼ最高速度で使用している ・ハードレザー、帆布をメインで多く縫っている ・最高速縫いではないが休憩(モーターのクールダウン)していない ・釜からカチカチ音が出ている ・右側面のベルトカバーの熱抜け穴に黒い煤が付いている ・焦げ臭い匂いがする ・回転速度にムラがある ・何か異音がする など用途やミシンのコンデションから判断してください。 2025 07 28 | この記事へのリンク | この記事へのコメント (0) | トラックバック (0) |




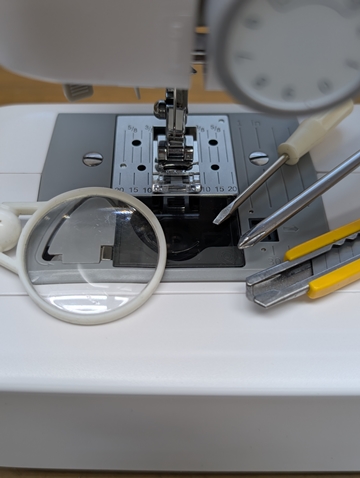
【ジャガー電動ミシン KJM1301W KJM-1301/W のトラブル対処方法】 自動針穴通し不良、自動糸通し不良、針穴通しが上手くできない、針通し不良、針穴に糸が通らない、針穴通しができないこんにちは! ミシンの病院医院長 1級縫製機械整備士の早乙女です。
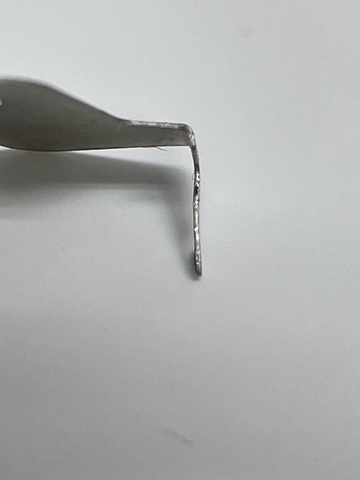
・拡大鏡/虫めがね (糸通しフックは小さいため拡大しないと見えづらいので必ず必要です。)
確認してみます。
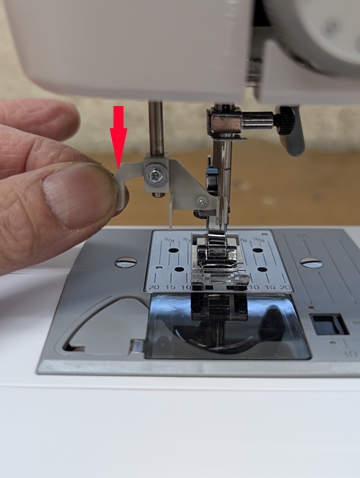
自動糸通しレバーを下げます。
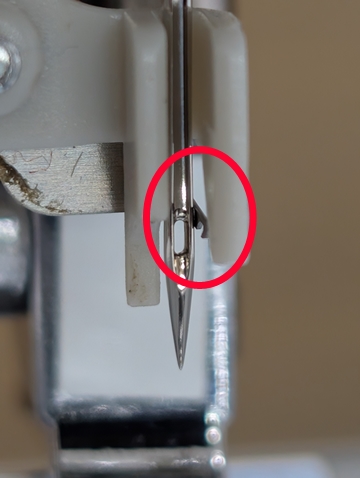
不具合画像・・・見えづらいですが糸通しフックは針穴の右側に反れています。 【フックの高さは問題ないが左右にずれている修正方法】
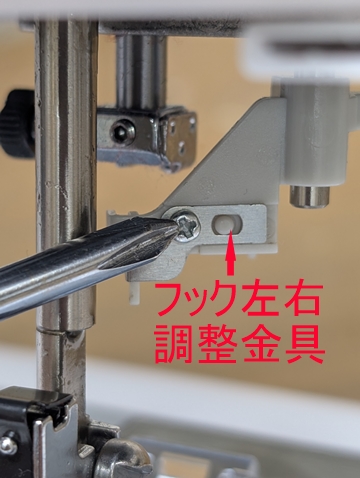
修正方法② KJM1301のの糸通しフックには左右に調整できる固定ネジがあります。
13 使っているミシンの調子悪く、お困りになった時やミシンの点検、オーバーホールを考えている方、迷わず当社修理窓口にお気軽にご相談ください! ■ミシン販売専門店、修理の問い合わせ先 2024 12 14 | この記事へのリンク | この記事へのコメント (0) | トラックバック (0) |






Copyright (C) 日本ミシンサービス株式会社 All Rights Reserved.
